Cylinder dimensions, 2-3/4” + 4-3/8” + 6-1/2” x 4” (Spool valves HP, IP; slide valve LP)
Length, 28” x Width, 12-1/2” x Height, 27”
Note: To watch this engine being built, step inside Randy Marquis’ shop in Tacoma, Washington:
https://www.facebook.com/Building-the-Elliott-Bay-Tripple-Expansion-Steam-Engine-105681820936971/
Or, see the product of Peter Cowie from his shop in Sydney, NSW:
http://www.users.bigpond.net.au/cowiepeters/
These castings are for the experienced machinist and fitter who wants the experience of building, then operating, an engine of the steam age.
We do not recommend this project, as there are more direct ways to obtain a marine engine—such as to re-fit an original engine. But originals are hard to find, and most recent-made engines are lacking in design fundamentals—both technical and esthetic—and would be seen as curiosities, were they to be taken back in time to a steam age shop.
So, if you must build your own, spend the same time making a correct engine as an incorrect one! Re-discover the established practice of 125 years ago.
The castings kit includes 96 castings in cast iron, ductile iron, and bronze. Builder sources bar stock and fasteners. Machinist’s drawings (144) describe each part and major assemblies, but we hasten to advise every builder to throughly “red pencil” every drawing to check dimensioning and tolerancing, to determine machining procedure, to plan cutter paths, etc.—with the same cautious approach taken by any professional machinist from the machine age. Dimension discrepancies, discovered so far, have been corrected, and modifications have been made to castings for easier holding and finishing.
Recently, we added a Crankshaft, cast in 65-45-12 ductile iron, to facilitate those builders who want to avoid the complexity of piece-making a crankshaft. Also, the crossheads will now be ductile iron, for toughness and lighter weight, and like some other parts, the foundry patterns have been refined so that machining does not disturb as-cast part surfaces, and so the part can be more easily held and targeted—andso they are more like original large marine engines. Valve regulators, too, have had geometry changed changed so their slots are parallel to links in Ahead position—a refinement that has made the engine perform even more smoothly.
In addition, the Slippers are bronze rather than iron, and, all other sliding and bearing parts are now C905 Bearing Bronze, an alloy that equals SAE 660 alloy properties but lacks Pb. (Fewer foundries are capable of casting lead-containing bronzes.) At the same time, foundry mechanization required us to re-mount patterns on more robust boards, which, while onerous, gave an opportunity to refine patterns.
Many ask if we can provide CNC (computerized numerical control) code for these castings. Alas, we have not done such. The castings are designed for traditional machining methods, in configurations and with holding bosses where appropriate to facilitate manual procedures. These castings for the builder who must build his own and wants to enjoy the process.
Further….
In the black & white image showing castings laid out on a table, you will see valvegear bearings in the foreground, and immediately behind are Main Bearing caps and boxes; to left are pump bodies, and to right are eccentrics; in mid-ground are Pistons, bottom and top Cylinder Covers; cylinder Block and Bedplate are in back ground.
The triple also has independent cut-off adjustment on each cylinder, so the engineer can "take a card" on the engine and balance the work to be done by each cylinder. I had the good fortune to be tutored by the late Cliff Blackstaffe on the advantages of independent cut-off: the first launch we built commercially had a two-cylinder compound engine that had gag screws on the weighshaft bellcranks. It ran "ragged" until Cliff began to work the screws in and out on both valve gears until the engine began to run smooth--even for a compound. Cliff was one of the last "19th century marine engineers" even though he was born in the 20th. See his articles in STEAMBOATS & Modern Steam Launches, available from this website, Model Engineer, and Light Steam Power. Triples are inherently smooth because their cranks are equally positioned at 120 degrees, and the ability to refine cut-off can make them nearly vibrationless. This triple pushes our 23-foot hull at 7 knots at 400 rpm at 100 psi; it will operate as slowly as 20 rpm. While it's cylinder walls are designed with a 10x hoop strength "safety" factor at 300 psi, this engine captures the pleasures of marine engineering at low pressure.
What do we mean by the term fitter? Fitting was a trade that has nearly died out but that was essential in machine manufacturing before precision manufacturing, and was an essential task in producing engines. Fitters took over after the machinists. With trammels, gauges, and hand-scrapers they brought an assembly of machined parts into tolerance and alignment. Imagine, for example, aligning a ten-foot-high cast column of a marine engine; the underside of its base had to be painstakingly scraped away to "tip" the column into position at its top. Ten-thousandths off the base to move the top over by thousandths. Even with boat-sized engines , more than machining is needed. As Cliff Balckstaffe often reminded, "It was the fitters, not the machinists, that made rivalries for smoothness and quietness among the trans-Atlantic liners. "
Shipping: This pricing is FOB SHIPPING POINT, which means buyer collects at our shop or pays shipping and handling to a common carrier. The castings are packaged in wood crate, dimensions: X 32” x Y 18” x Z 18” and weight is approximately 475 lbs (215 kg).
Castings with crankshaft casting, $6,600. EXW our shop.
Castings without crankshaft casting, $5,800. EXW our shop.
Drawings Only with USA delivery $310.
Drawings Only with Canada delivery $330.
Drawings Only with delivery beyond USA/Canada $340.
Payment: EXW (ex-works) is international shipping code that means buyer is responsible for carriage, documentation, insurance, and freight from our shop.
Cylinder dimensions, 2-3/4” + 4-3/8” + 6-1/2” x 4” (Spool valves HP, IP; slide valve LP)
Length, 28” x Width, 12-1/2” x Height, 27”
Note: To watch this engine being built, step inside Randy Marquis’ shop in Tacoma, Washington:
https://www.facebook.com/Building-the-Elliott-Bay-Tripple-Expansion-Steam-Engine-105681820936971/
Or, see the product of Peter Cowie from his shop in Sydney, NSW:
http://www.users.bigpond.net.au/cowiepeters/
These castings are for the experienced machinist and fitter who wants the experience of building, then operating, an engine of the steam age.
We do not recommend this project, as there are more direct ways to obtain a marine engine—such as to re-fit an original engine. But originals are hard to find, and most recent-made engines are lacking in design fundamentals—both technical and esthetic—and would be seen as curiosities, were they to be taken back in time to a steam age shop.
So, if you must build your own, spend the same time making a correct engine as an incorrect one! Re-discover the established practice of 125 years ago.
The castings kit includes 96 castings in cast iron, ductile iron, and bronze. Builder sources bar stock and fasteners. Machinist’s drawings (144) describe each part and major assemblies, but we hasten to advise every builder to throughly “red pencil” every drawing to check dimensioning and tolerancing, to determine machining procedure, to plan cutter paths, etc.—with the same cautious approach taken by any professional machinist from the machine age. Dimension discrepancies, discovered so far, have been corrected, and modifications have been made to castings for easier holding and finishing.
Recently, we added a Crankshaft, cast in 65-45-12 ductile iron, to facilitate those builders who want to avoid the complexity of piece-making a crankshaft. Also, the crossheads will now be ductile iron, for toughness and lighter weight, and like some other parts, the foundry patterns have been refined so that machining does not disturb as-cast part surfaces, and so the part can be more easily held and targeted—andso they are more like original large marine engines. Valve regulators, too, have had geometry changed changed so their slots are parallel to links in Ahead position—a refinement that has made the engine perform even more smoothly.
In addition, the Slippers are bronze rather than iron, and, all other sliding and bearing parts are now C905 Bearing Bronze, an alloy that equals SAE 660 alloy properties but lacks Pb. (Fewer foundries are capable of casting lead-containing bronzes.) At the same time, foundry mechanization required us to re-mount patterns on more robust boards, which, while onerous, gave an opportunity to refine patterns.
Many ask if we can provide CNC (computerized numerical control) code for these castings. Alas, we have not done such. The castings are designed for traditional machining methods, in configurations and with holding bosses where appropriate to facilitate manual procedures. These castings for the builder who must build his own and wants to enjoy the process.
Further….
In the black & white image showing castings laid out on a table, you will see valvegear bearings in the foreground, and immediately behind are Main Bearing caps and boxes; to left are pump bodies, and to right are eccentrics; in mid-ground are Pistons, bottom and top Cylinder Covers; cylinder Block and Bedplate are in back ground.
The triple also has independent cut-off adjustment on each cylinder, so the engineer can "take a card" on the engine and balance the work to be done by each cylinder. I had the good fortune to be tutored by the late Cliff Blackstaffe on the advantages of independent cut-off: the first launch we built commercially had a two-cylinder compound engine that had gag screws on the weighshaft bellcranks. It ran "ragged" until Cliff began to work the screws in and out on both valve gears until the engine began to run smooth--even for a compound. Cliff was one of the last "19th century marine engineers" even though he was born in the 20th. See his articles in STEAMBOATS & Modern Steam Launches, available from this website, Model Engineer, and Light Steam Power. Triples are inherently smooth because their cranks are equally positioned at 120 degrees, and the ability to refine cut-off can make them nearly vibrationless. This triple pushes our 23-foot hull at 7 knots at 400 rpm at 100 psi; it will operate as slowly as 20 rpm. While it's cylinder walls are designed with a 10x hoop strength "safety" factor at 300 psi, this engine captures the pleasures of marine engineering at low pressure.
What do we mean by the term fitter? Fitting was a trade that has nearly died out but that was essential in machine manufacturing before precision manufacturing, and was an essential task in producing engines. Fitters took over after the machinists. With trammels, gauges, and hand-scrapers they brought an assembly of machined parts into tolerance and alignment. Imagine, for example, aligning a ten-foot-high cast column of a marine engine; the underside of its base had to be painstakingly scraped away to "tip" the column into position at its top. Ten-thousandths off the base to move the top over by thousandths. Even with boat-sized engines , more than machining is needed. As Cliff Balckstaffe often reminded, "It was the fitters, not the machinists, that made rivalries for smoothness and quietness among the trans-Atlantic liners. "
Shipping: This pricing is FOB SHIPPING POINT, which means buyer collects at our shop or pays shipping and handling to a common carrier. The castings are packaged in wood crate, dimensions: X 32” x Y 18” x Z 18” and weight is approximately 475 lbs (215 kg).
Castings with crankshaft casting, $6,600. EXW our shop.
Castings without crankshaft casting, $5,800. EXW our shop.
Drawings Only with USA delivery $310.
Drawings Only with Canada delivery $330.
Drawings Only with delivery beyond USA/Canada $340.
Payment: EXW (ex-works) is international shipping code that means buyer is responsible for carriage, documentation, insurance, and freight from our shop.

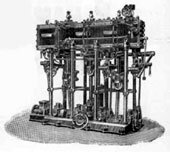 Image 1 of 8
Image 1 of 8
 Image 2 of 8
Image 2 of 8
 Image 3 of 8
Image 3 of 8
 Image 4 of 8
Image 4 of 8
 Image 5 of 8
Image 5 of 8
 Image 6 of 8
Image 6 of 8
 Image 7 of 8
Image 7 of 8
 Image 8 of 8
Image 8 of 8